
「紀元前の古い技術でありながら、いまでも新しく、そして未来に欠かせない」と伊藤社長は鋳造という技術を語ります。当社では、①多種変量生産が可能な鋳造法の開発による受注量の増減に柔軟に対応できる生産体制の構築②新規設備、システムの開発・導入による生産の効率化、外注工程の内製化による在庫・納期管理の徹底や原材料ロスの削減、収益力の向上を実現し“鋳造”という技術を革新し、未来に繋げています。2008年には「元気なモノづくり中小企業300社」にも選出されました。
無枠鋳造砂型製法
一般的な鋳造は、金属枠の中に木型を置いて砂を詰め込んで砂型を作ります。しかし、無枠鋳造は金属枠を使わず、樹脂と硬化剤を混ぜた砂だけで砂型を作ります。金属枠を使うと従来方法だと、枠に空きがないと砂型を作れませんが、無枠鋳造砂型製法であると、制限無く砂型が作れるため、大量・少量どちらの注文でもこなせ、作業スピードも大幅に向上します。また、臭いの少ない水溶性アルカリの樹脂、固まりやすい砂を使うことで臭気や粉塵を押さえ、工場内外の環境にも貢献しています。



部分強化鋳鉄ワンヒーティングシステム
主に建設機械用の部品において、必要な部分のみ硬化させ鋳物製品を製造する技術です。硬さの違うものを別に製造して接合しなければならないものでも、一度の鋳造工程で、任意の場所を違う硬度にする独自の工法です。
3次元CAD鋳造シミュレーション
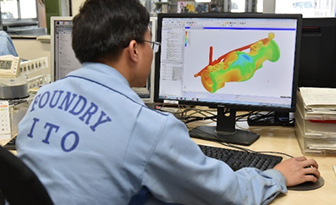
当社ではお客さまより注文いただいた2D図面をもとに3Dモデリングとしてモデルを作成して、鋳造シミュレーションに活用しています。シミュレーションを活用し湯の流れ、凝固過程による内部欠陥の確認を実施し、事前に鋳造欠陥の防止をはかることができます。また、新規品の鋳造方案検討や不具合対策など事前に検討し試作品立上げの促進、不具合対策の迅速化をはかることができます。
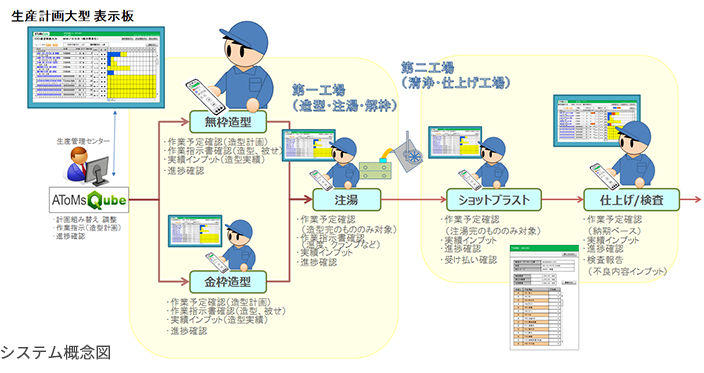
工程進捗管理システム
当社の工程内トレーサビリティを改善するため、従来型の生産管理システムを拡張し、工程進捗を即時に把握可能とし、製造現場での管理業務負荷を下げるとともに納期達成率の向上を図りました。
ブリケットマシン
従来、鋳物製造での廃材利用は比重の大きな固体物に限られ、切削加工時に発生する微細な削り粉は取扱いの難しさから売却または埋め立て処分されてきました。これを当社関連会社アイ・エム・エスの加工工場新設に伴い、金属切粉自動圧縮機(ブリケットマシン MKS―160)を導入し、金属切粉を圧縮し圧縮材(ブリケット材)をつくり製品材料とするリサイクル・システムを構築しました。
 ブリケットマシン
ブリケットマシン 切粉ブリケット材
切粉ブリケット材
自動造型機
鋳型に使用する資材である“セキバチ” (溶湯を注ぎ入れる受口。溶湯を一定量溜め込むことで、湯の流れる勢いを均一化する。取鍋より落下した溶湯を受け止め、形状を維持する強度が求められる)を砂を原料として自動造型機で製作しています。この内製化によりコストと廃棄物の削減を実現しました。
 自動造型機
自動造型機 セキバチ
セキバチ
重量物ハンドリングロボット バイマスター
解枠工程(鉄が冷めて固まった後、砂型を落として製品を取り出す工程)は、製品に傷を付けずに砂型のみを砕くよう、振動クラッシャーで大まかに砂型を砕き、その後、製品をクレーンで吊り上げ、熟練した作業者がハンマー等で残った砂型を取り除くという作業です。大変な重労働であり、この作業負担を軽減するため「重量物ハンドリングロボット バイマスター」を導入しました。本機では、操作者が自分の腕で作業するような感覚で操作することができるため、強力でありながら、繊細なハンドリングで作業を行うことができます。



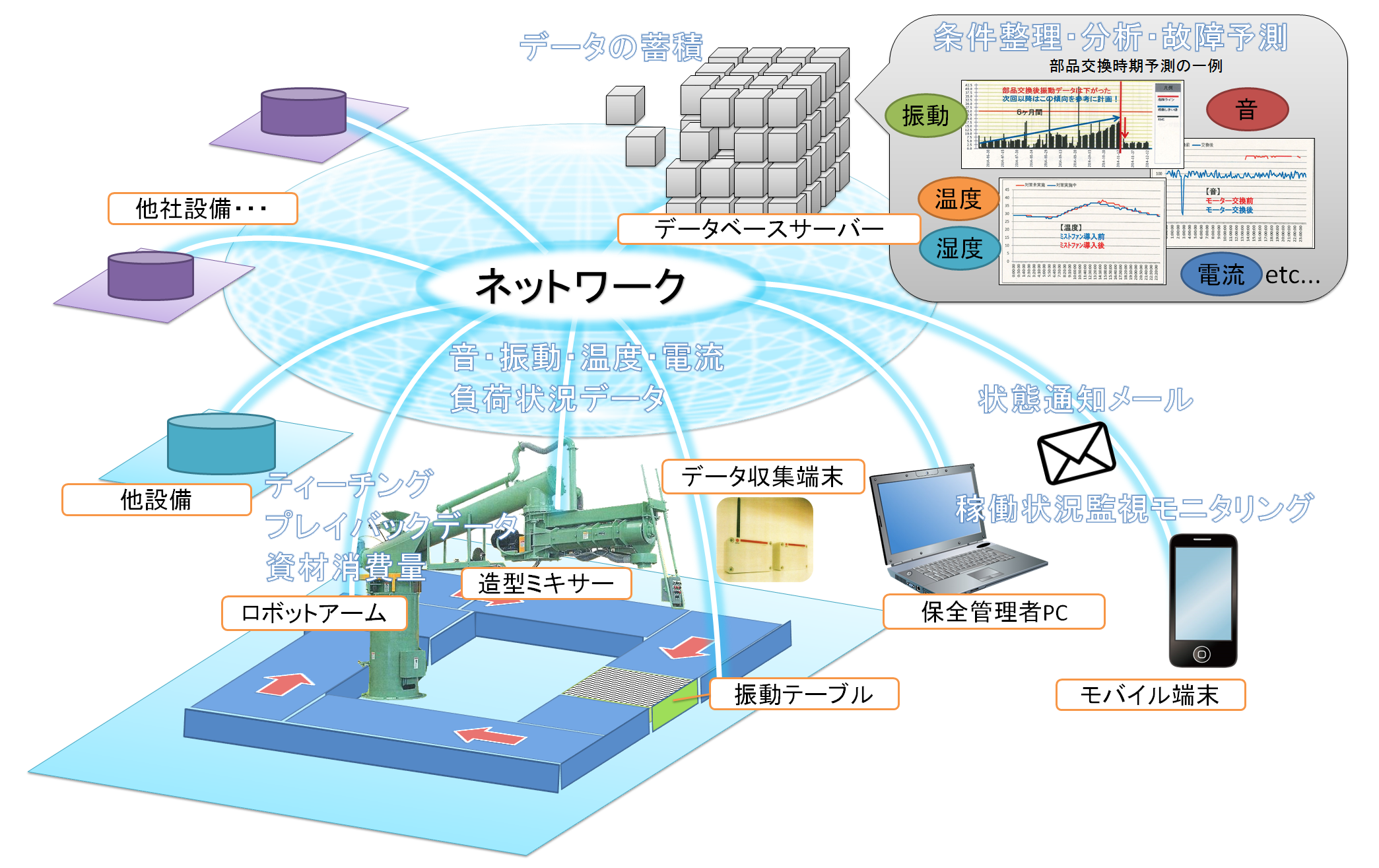
砂型造型ミキサーのロボット化及び
IoT活用による熟練技術の標準化(2018年1月導入)
大型鋳造製品製造における砂型造型工程に、ロボットと組合わせて自動化した砂型造型ミキサーを導入。これにより鋳物製品別の諸動作(旋回軌道、砂の吐出量、連結剤混練量、振動ブロック動作タイミングなど)を記憶・再生(ティーチング・プレイバック)する機能を付加し、従来は作業者の力量に依存していた作業のバラつきを低減し、資材(砂ほか)のムダを削減・工程負荷の軽減により品質の安定化を可能としました。更に、当該設備に各種センサー(振動、音、温度、モーター負荷等)を取付けIoT技術でモニター/蓄積/分析する設備保全システムを導入することで、設備稼働状況のリアルタイム監視や故障の早期発見を図り、課題である設備稼働率の向上を実現するものです。
Mgワイヤーによる球状化処理(2023年8月導入)
ダクタイル鋳鉄生産のための黒鉛球状化処理方法を置き注ぎ法からMgワイヤー法へ切り替えました。 主な特色は以下の3つです。
①処理時に取鍋に蓋をすることが出来るので、集塵が可能となり白煙の発生は「0」となります。
②Mgワイヤー投入前に、湯量、温度を測定し最適な投入速度、必要長さを算出し投入することで安定したMg歩留りが得られます。
③従来法で使用していたカバー材が不要となるので湯代の低減となります。
安定した溶湯品質でお客様の信頼性向上を目指します。
従来の処理状況
 従来法:白煙で環境悪化
従来法:白煙で環境悪化Mgワイヤーでの処理状況
 Mgワイヤー処理中:白煙は全くでない
Mgワイヤー処理中:白煙は全くでない